この記事は、【活用事例】3Dモデリング無し。3Dスキャンから3Dプリント出力<わさびのデジタル化編>からの続きになります。まだご覧いただいてない方はこちらからご覧ください。
さて、前回まででいろいろ、3Dデータを用意したので、これから3Dプリンターを使って造形をしていきます。
今回使用する機材はFlashForge社製のDLP光造形機Hunterです。
FlashForgeHunterレビュー動画
デジタルわさびデーターをスライサーに読み込み
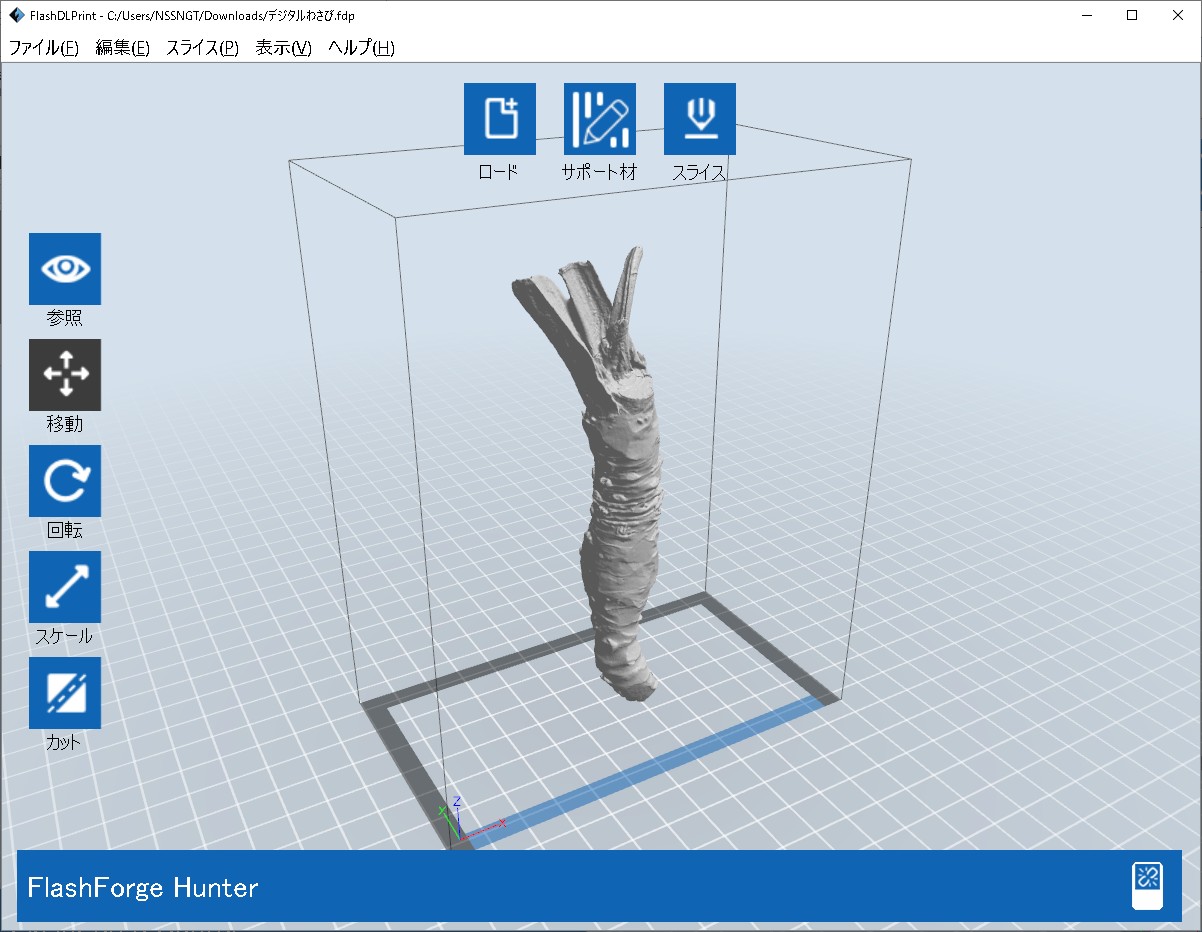
読み込んだSTLデーター
データーを3Dプリント出力する際には、均等感覚で輪切りにして機械が動く情報に変換する必要があり、輪切りにするソフトなので「スライサー」といいます。
Hunter純正専用ソフト「FlashDLPrint」を使用してスライスしていきます。
サポートづけ
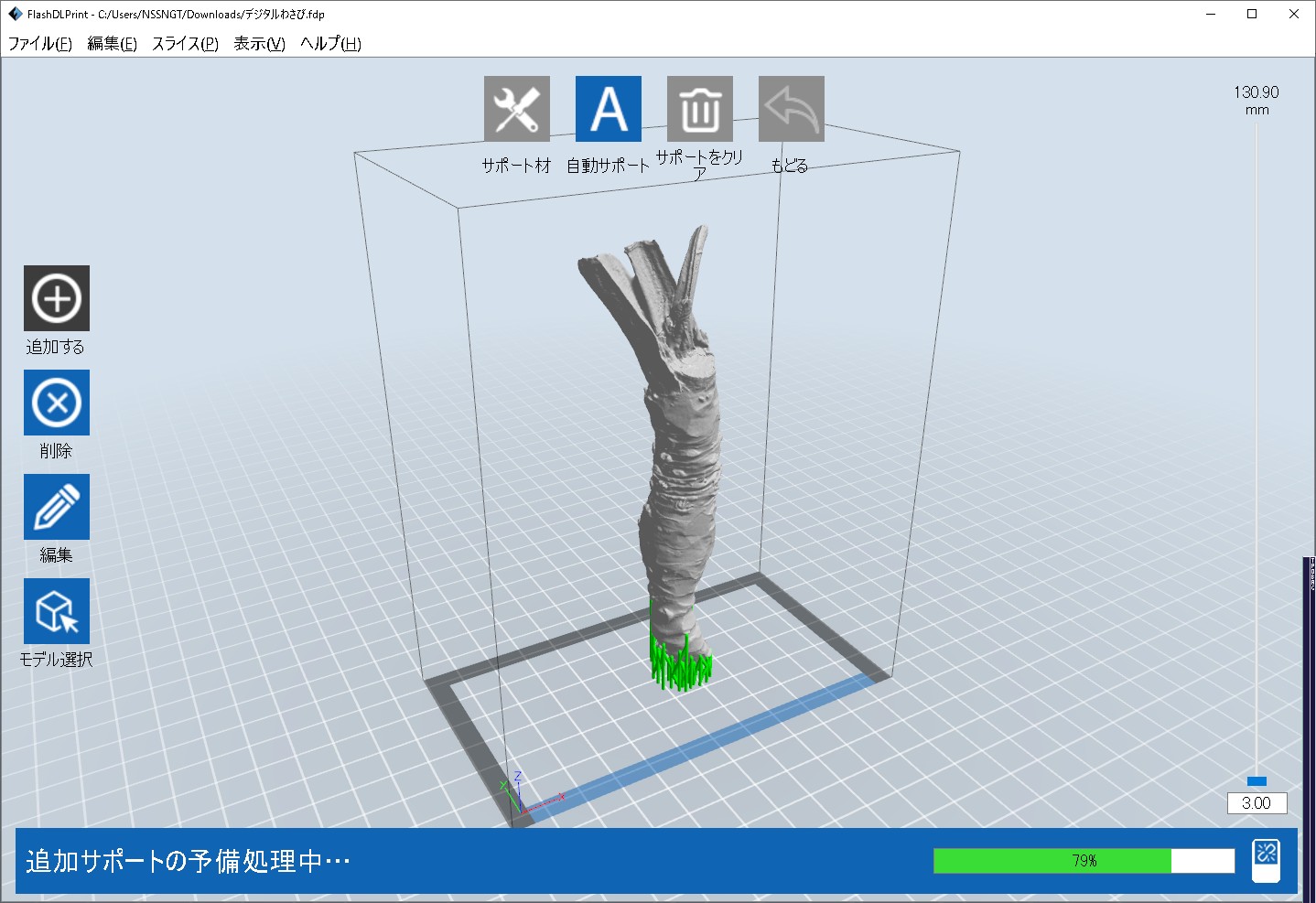
サポート材の設計
光造形機に使用する材料は紫外線で固まる液体の材料「レジン」に輪切りにした輪郭の紫外線を当てて薄い板を作り、板を重ねて形にしていきます。
板を重ねてつける時に引っ張る力が発生するのでその力に負けない用に柱(サポート)を追加してあげます。
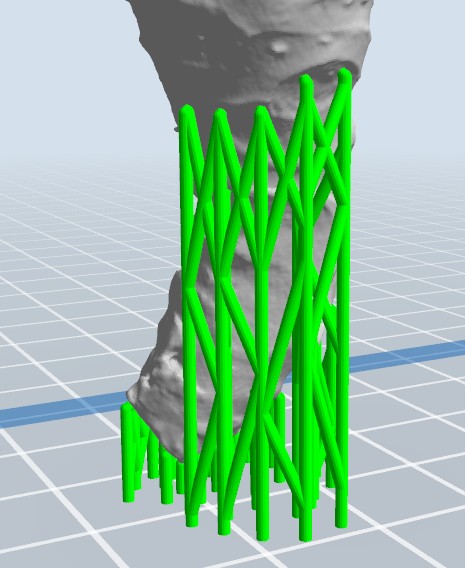
サポート部分拡大
今回デジタルわさびの造形に使用したレジンは販売中の日本製低アレルゲン水洗いレジンです。
従来のレジンには人体に有害な物質が多々含まれており、素手で触り続けたり換気をしない室内で使用し続けると、健康被害やアレルギーになるリスクがありました。
この日本製低アレルゲン水洗いレジンは人体に有害とされる化学物質を一切使用していない安全性の高いレジンです。
安全性が高いだけではなく、従来の水洗いレジンには無かった高精度高速での造形が可能です。
この低アレルゲン水洗いレジンはFlashForgeHunterだけではなくLCDタイプの光造形機(Anycubic photonやProzenShuffl)等でも使用する事が可能です。

一般社団法人 日本皮膚免疫アレルギー学会が発表しているジャパニーズスタンダードアレルゲン2015のアレルゲン一覧にある化学物質不使用。
(参考URL:http://www.jsdacd.org/jpn_std_allergen2015.html )
造形条件設定
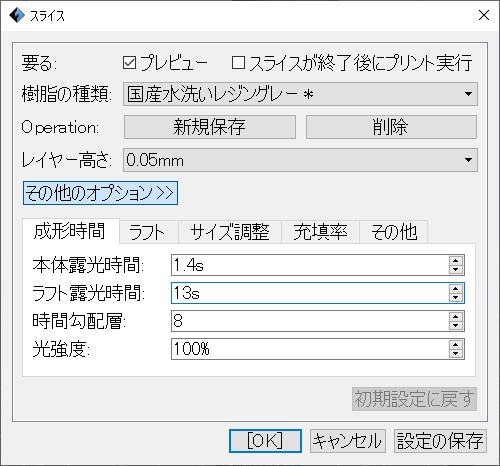
使用するレジンの選定が終わったら積層の条件を設定していきます。
今回造形する積層ピッチ(重ねる板の厚み)は0.05mmです。
0.05mmの一層をに1.4秒の紫外線を当てて液体の樹脂を固めます。
ProzenShufflで低アレルゲン水洗いレジングレーを造形する場合の0.05積層造形条件です、
「ベースレイヤ」
レイヤ数 :4
硬化時間 :22.0
「一般レイヤ」
硬化時間 :7.0
※水洗いレジンについては活用事例に詳細を書いておりますのでそちらもご覧ください。
⇒活用事例
3Dプリンター用造形用プログラムの作成
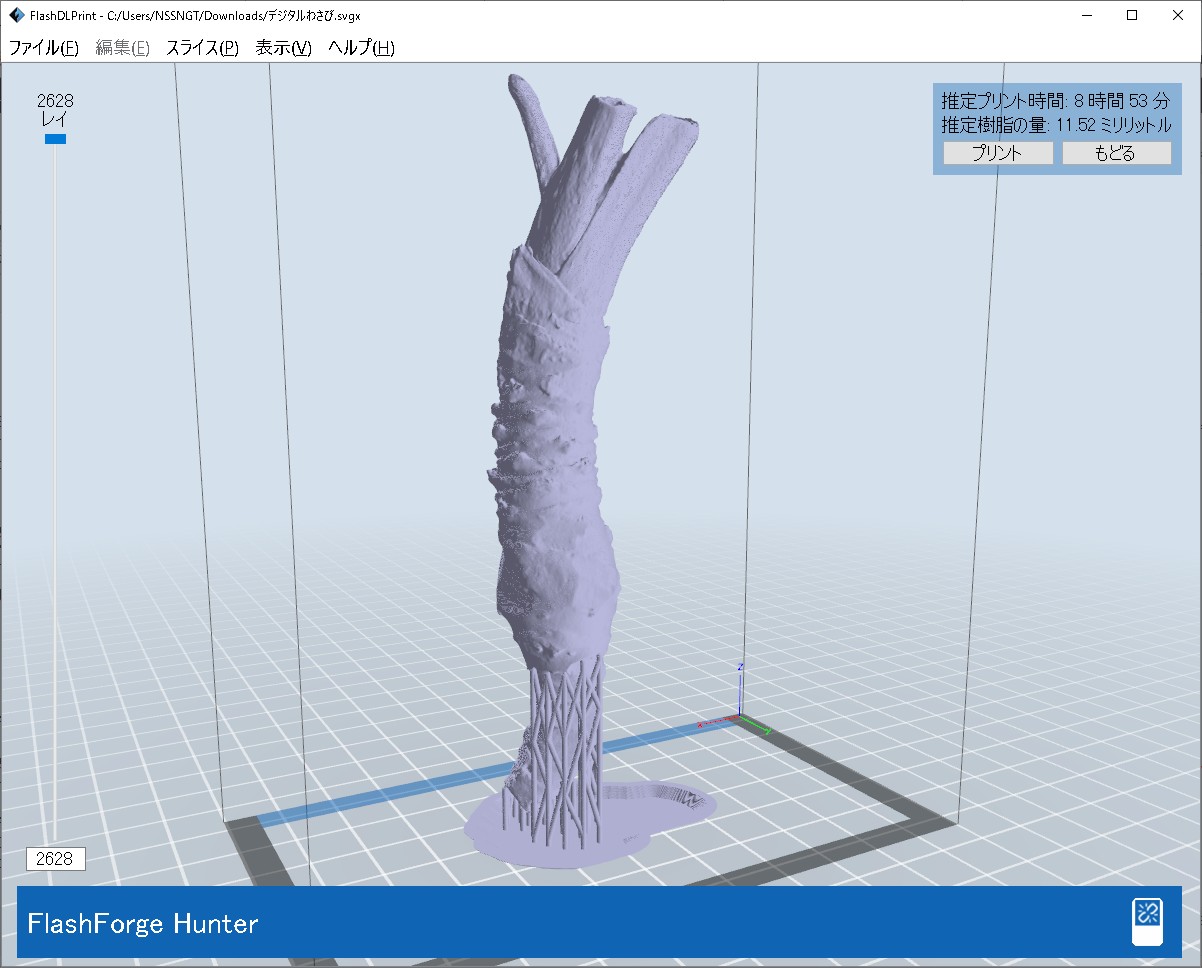
造形条件の設定が完了してOKボタンを押すと3Dプリンター用プログラムのが作成されます。
これを機械に読み込ませたらもう3Dプリンターが動き出します。
推定プリント時間は8時間53分。寝る前にスタートしたら寝坊する頃には造形が終わっています。
一度にたくさんのわさびをプリント
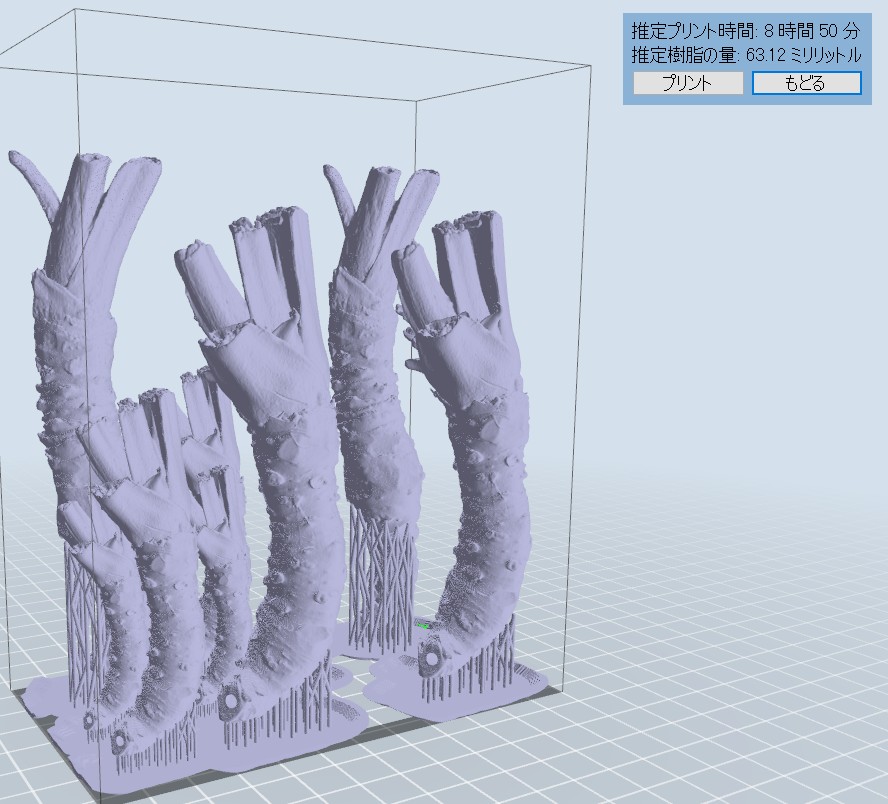
FlashForgeHunterは層ごとに造形できる光造形機なので高さが変わらなければ造形時間が変わりません。
せっかくなので1つだけの出力ではなく、同時にスキャンした別のわさびやスケールを変更したわさびを同時に出力していきます。
出力完了

吊り下げられたデジタルわさび
約9時間後に出力が完了です。
レジンが入っているトレーの底がガラスになっていて、下から紫外線を当てて積層していくので完成時には吊り下がった形で出てきます。

クリアレジンに顔料を追加して出力
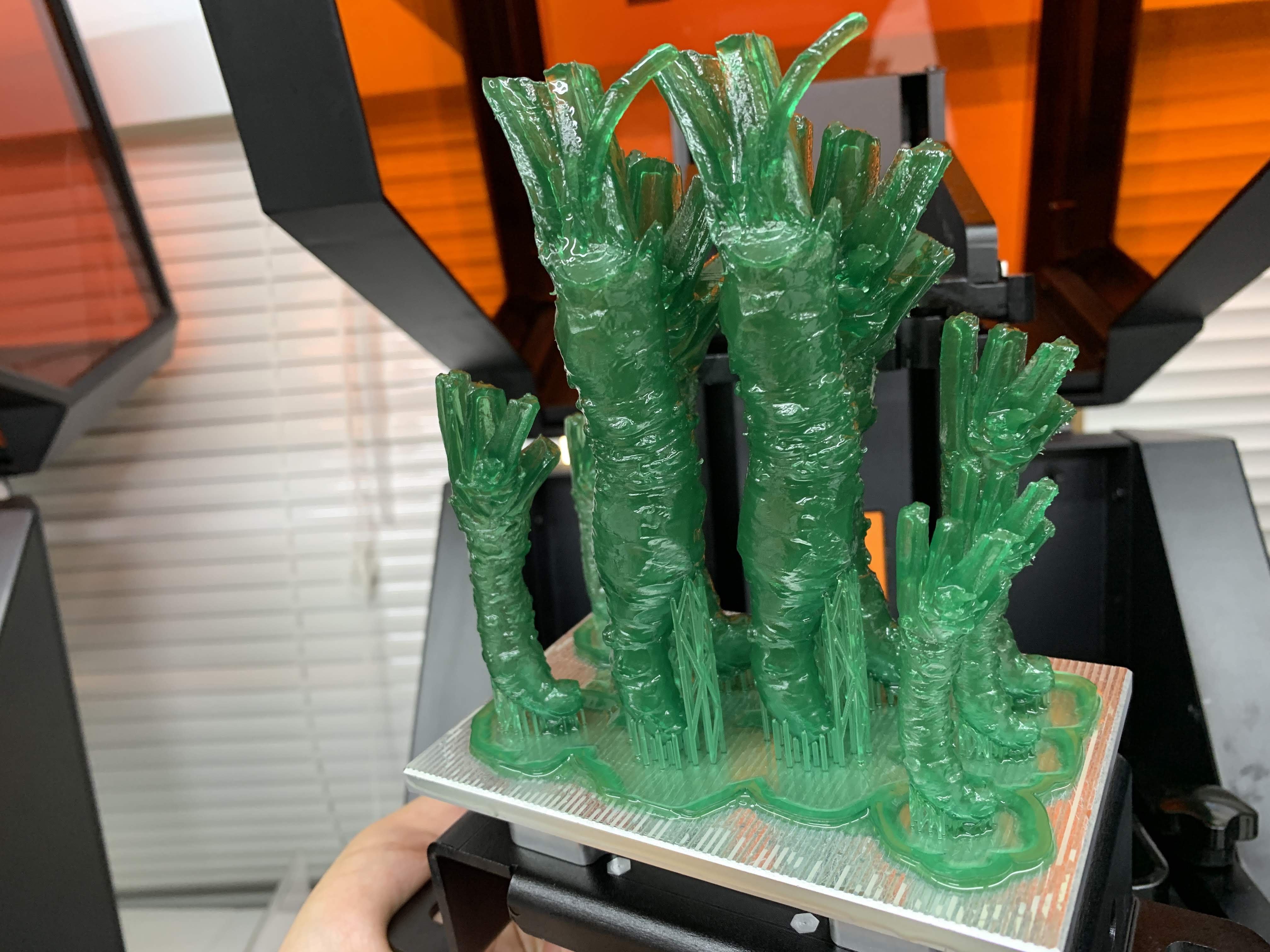
日本製水洗いレジンのクリアタイプにFunToDoのレジン専用顔料の青+黄で緑色のレジンにしての出力もしてみました。

取り外し~洗浄


出力品(クリックで拡大)をテーブルから取り外して水道水と台所用洗剤で洗浄を行い、乾燥させてから再度、紫外線を当てて二次硬化を行います。
二次硬化をしないと水気や塗料などの溶剤を吸収して造形物が割れやすくなってしまいます。
これで3Dプリンターでの出力は完了です。
あとは、サポート材を取り外して仕上げて塗装をしたりします。
3Dプリンター出力わさびの塗装




今回はカーモデラーのプラスアルファ 秋葉様にわさび感溢れる素晴らしい塗装をして頂きました。
テクスチャーがついた3Dモデルもそうでしたが出力品に塗装を行うとより一層クオリティがあがります。
これで一連のわさびを3Dスキャナーでスキャンして出力する一連の流れは完了です。
是非みなさまがわさびをデジタル化するときのご参考になればと思います。
今回使用した機材のFlashForge社製のDLP光造形機Hunterは、こちらで購入出来ます。
ぜひご検討ください。→クリック
